


Bilgisayar Destekli İmalat (CAM) Hizmetleri
Değer Katan
Hizmetler Sunuyoruz.
Bilgisayar Destekli İmalat (CAM), bilgisayar tabanlı yazılım ve sistemlerin kullanılarak imalat süreçlerinin yönetildiği bir teknolojidir. CAM yazılımları, ürün tasarımlarının fiziksel hale getirilmesi için gerekli olan verileri üretir.
Üretim sektöründe CNC tezgâhları, talaşlı imalat ailesinin önemli parçalarındandır. CNC Tezgâhları, üniversal torna tezgâhlardan farklı olarak bir bilgisayarlı kontrol ünitesine gönderilen NC programları ile eksenlerini hareket ettiren bilyalı vida ve servo motor sayesinde iş parçalarını belirlenen ölçü, ilerleme ve devir ile kısa zamanda seri bir şekilde üretim yapan tezgâhlardır.
Farklı işler için farklı model CNC tezgâhlar bulunmaktadır. Tezgâhların çalışma mantıkları, teknik yeteneklerine göre farklılık göstermektedir. Piyasadaki birçok firma bu yeteneklerin büyük kısmına hakim olmadığı için kullanamamaktadır.
Hedefimiz tezgâhınızın bu yeteneklerini, mühendislerimizin tecrübeleriyle birleştirerek en verimli şekilde hizmetinize sunmaktır.
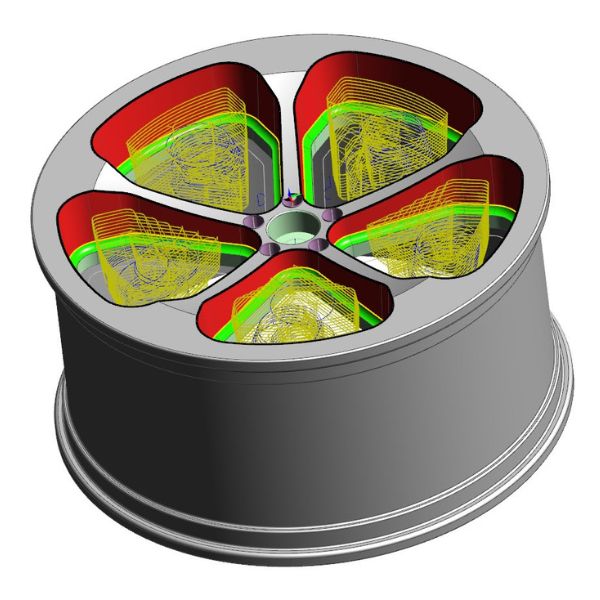
Freze CAM Programlama
Bir veya birden fazla kesici ağzı bulunan ve kendi ekseni etrafında dönen bir kesici takım yardımıyla işlenecek olan sabit veya hareketli iş parçasından malzeme koparma (talaş kaldırma) işlemine frezeleme operasyonu denir.
Yaptıkları işlere ve tezgâh milinin konumuna göre gruplandırılan CNC freze tezgâhları; dikey, yatay, üniversal, sütunlu, kopya freze ve dişli (azdırma) tezgâhları olmak üzere 6 çeşittir.
CNC tezgâhları, kaliteli CAM programları yardımıyla çalıştırıldığında birçok konuda avantaj elde edebilirsiniz;
- İnsan faktöründen kaynaklı iş kazalarının önüne geçilir. Can kaybı önlendiği gibi üretilen parça da zarar görmemiş olur.
- Zamandan tasarruf sağlanır böylece üretim maliyetleri en aza indirgenmiş olur.
- Çok hassas ve karmaşık formlu parçalarda dahi tüm ölçü ve tolerans hassasiyeti içerisinde düzgün ve pürüzsüz yüzeyler elde edilir.
- Manuel yazılan çevrim kodlarıyla üretilmesi imkânsız olan parçalar kolaylıkla üretilir hale gelir
Tüm bu avantajlar, sektöründeki en başarılı CAM programları kullanılarak sizin hizmetinize sunulmaktadır.

Torna CAM Programlama
CNC Torna tezgâhlarından maksimum verim alabilmek için kaliteli takımyollarına ihtiyaç duyulmaktadır. Bu takımyolunun hedefleri aşağıdaki gibi olmalıdır;
- Doğru CAM yardımıyla üretilen parçada maksimum hassasiyet ve zaman tasarrufu sağlamak.
- İnsan kaynaklı hata oluşumunu simülasyon yardımıyla öngörüp güvenle imalat sürecini tamamlamak.
- CAM içerisindeki üretim adımlarının analitik verilerini toplayarak, üretim sürecini geliştirmek, optimize etmek ve imalatta teslim sürelerini büyük ölçüde azaltmaya yardımcı olmak.
Hedefimiz, işinizi en iyi şekilde yapabilmek için en ideal takımyolunu elde ederek hizmetinize sunmaktır.

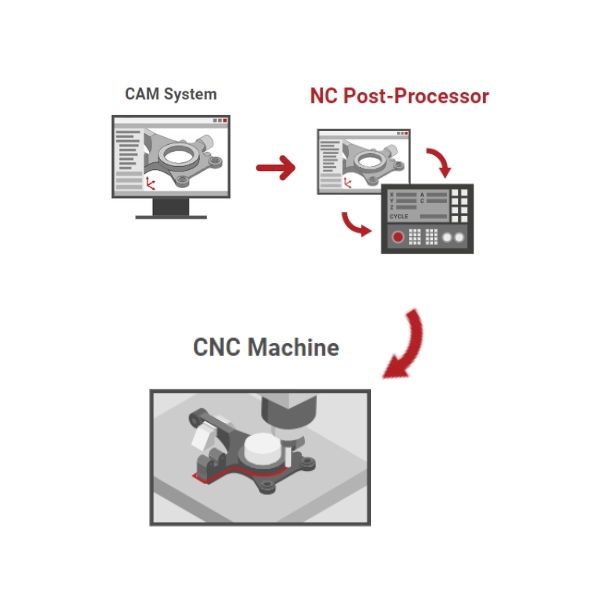
Post Processor Hizmeti
Talaşlı imalat sektöründe çok eksenli CNC tezgahların kullanılmasıyla birlikte ileri çözümler içeren post processor yazılımlarının da kullanılması zorunlu hale gelmiştir. Post processor hazırlamak ve müşteri ihtiyaçlarına göre adaptasyonu sağlamak için CNC tezgahlarının kontrol üniteleri hakkında bilgi sahibi olmak gerekir.
CAM yazılımı, CAD modelini analiz eder ve istenen işlemler için hangi takımların ve takım yollarının kullanılacağını belirler, Tezgah kontrol ünitesi (Sinumeric, Fanuc, Mazatrol, Heidenhein,Mitsubishi vb.) tarafından kullanılacak G kodunu üretir. Bu aradaki bağlantı post processor ile sağlanır. Post processor program çıktısını farklı tezgahlara uyacak şekilde değiştirir.
Tezgâhınıza uygun post processor ayarlarını yaparak CAM programınızı güvenli ve verimli bir şekilde kullanmanızı sağlıyoruz.
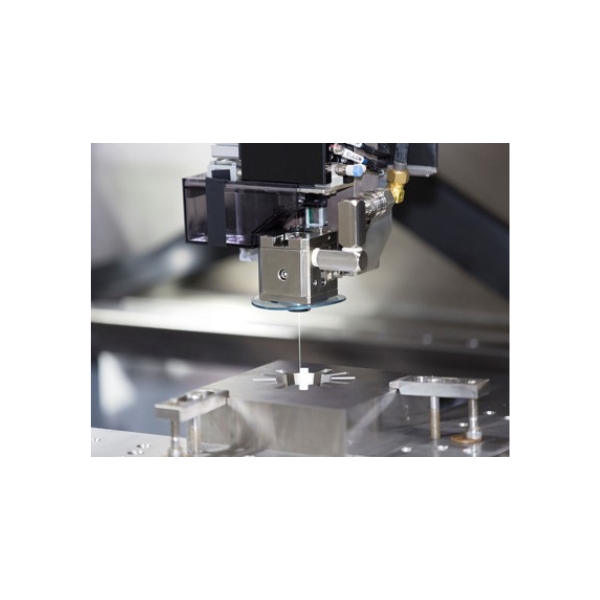
Tel Erozyon
Tel Erozyon, elektriksel deşarj kullanılarak metal parçaların hassas ve karmaşık şekillerin kesilmesinde kullanılan bir yöntemdir. Bu yöntem, ince bir bakır veya çelik telin iş parçası etrafında hareket etmesiyle gerçekleşir. Tel ile iş parçası arasındaki boşluktan elektrik akımı geçirilerek metalin yüzeyini aşındırarak kesilmesini sağlar.
Tel Erozyon tezgâhları 2 ve 4 eksenli olarak ayrılmaktadır. 4 Eksen ( X, Y, U, V ) sayesinde basit paralel çizgiler yerine formlu ve açılı üretim yapılabilmektedir.
Tel erozyon tezgâhlarınızdan ve üretilen parçalarınızdan maksimum verim ve tasarruf sağlayabilmek adına doğru CAM program kullanımı oldukça önem arz etmektedir. CAM programlama ile amaçlanan hedefler;
- Doğrukesim teknolojileri ve uygun işleme yöntemiyle imalat sürecini kolaylaştırmak
- Karmaşık ve 4 eksenli parçaların CAM ortamında en basit şekilde hazırlamak
- CAM içerisinde belirlenen malzeme cinsine göre uygun elektrik akımı hesabı ve en doğru kesim yöntemleri ile zamandan tasarruf sağlamak.
Bu amaçlar doğrultusunda işinizi hızlı ve doğru bir şekilde çözüyoruz.
Üretim Teknolojileri Desteği
İmalatta takım seçimi yapılırken takma uçlu takımlarda uç seçimi, kaplamalı takımlarda kaplama türü, malzemenin sertliğine ve yapısına göre yapılmaktadır. Örnek olarak TiAlN bazlı kaplamalar, çok yüksek sertliğe ve sıcaklık direncine sahiptir. Bu sebeple yüksek sıcaklıklarda yüksek aşınma direnci ve uzun takım ömürleri olduğu için özellikle takım çeliklerinin talaşlı imalatında kullanılan kesici takımlarda, yüksek hızda çalışan sert metal uçlarda, soğutmanın yetersiz olduğu veya kuru talaş kaldırma işlemlerinde, kısa talaşlı sert iş parçalarının işlenmesinde, yüksek sıcaklıklarda çalışan metal enjeksiyon kalıplarının işlenmesinde kullanılmaktadır.
Takım seçimi, imalat sürecinin hızını, kalitesini ve maliyetini bire bir etkileyen etkenlerin başında gelir. Bu nedenle teknolojiyi güncel olarak takip ederek işinize en uygun takımı seçmek üretim kapasitenizi çok ileri seviyelere taşıyacaktır.
Bu konudaki ihtiyacınızı hızlı ve doğru bir şekilde karşılıyoruz.


Bilgisayar Destekli İmalat (CAM) Eğitimi
İmalat teknolojisinin gelişmesiyle beraber daha karmaşık hâle gelen CNC tezgâhlarını kullanmak için Bilgisayar Destekli İmalat artık zorunluluk haline gelmiştir. Tezgâhların verimli çalışabilmesi için doğru takım, işleme yöntemi, takımyolu vb… bir bütün olarak uyumlu olması gerekir. DataSimul olarak, CAM programı eğitimini imalat tecrübemizle birleştirip tüm bu bileşenleri de dahil ederek tam bir imalat eğitimi veriyoruz.
Eğitim İçeriğimiz:
Eğitimlerimiz, her tür imalat için öğrenilmesi gereken tüm yöntemleri içerir:
✅ Frezeleme – EDGECAM ve WORKNC ile 2.5 eksenden başlayıp 3-4-5-6 eksen indeksleyerek takımyolu oluşturma
✅ Tornalama – EDGECAM ile 2 eksenden başlayıp C-Y-B eksen, çift spindle ve 4 tarete kadar takımyolu oluşturma
✅ Simültane – EDGECAM ve WORKNC ile 4-5 Eksen Simültane takımyolu oluşturma
✅ Tel Erozyon – EDGECAM ile 2ve 4 eksen takımyolu oluşturma
✅ Tasarım – DESIGNER ile 3 boyut tasarım, teknik resim, saç metal ve tersine mühendislik uygulamaları
✅ Yardımcı Araçları – Strategy Manager ile otomatik işleme, Workxplore ile analiz uygulamaları